| Home Page | About US | Products | Equipment | Mould Design | Tech Blog | Contact US | 简体中文 |
|
Mold Design-RunnersRunner Geometry of Conventional Mold The ideal cross-sectional profile for a runner is circular. This is known as a full-round runner, as shown. While the full-round runner is the most efficient type, it also is more expensive to provide, because the runner must be cut into both halves of the mold. A less expensive yet adequately efficient section is the trapezoid. The trapezoidal runner should be designed with a taper of 2 to 5° per side, with the depth of the trapezoid equal to its base width, as shown. This configuration ensures a good volume-to-surface area ratio.
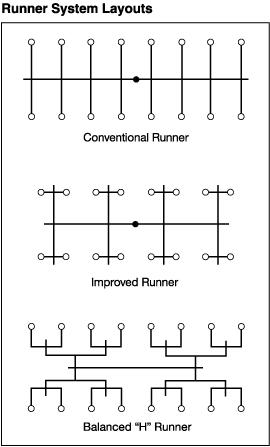
Half-round runners are not recommended because of their low volume-to-surface area ratio. The Three Conventional Runner Profile illustration shows the problem. If the inscribed circles are imagined to be the flow channels of the polymer through the runners, the poor perimeter-to-area ratio of the half-round runner design is apparent in comparison to the trapezoidal design. Runner Diameter Size Runner Layout
Balancing the runner system ensures that all mold cavities fill at the same rate and pressure. Of course, not all molds are multicavity, nor do they all have similar part geometry. As a service to customers, Dow Plastics offers computer-aided mold filling analysis to ensure better-balanced filling of whatever mold your part design requires. Utilizing mold filling simulation programs enables you to design molds with:
Cold Slug Wells
Cold slug wells improve the flow of the polymer
Runnerless Molds Runnerless molds differ from the conventional cold runner mold (see Conventional Cold Runner Mold illustration) by extending the molding machine's melt chamber and acting as an extension of the machine nozzle. A runnerless system maintains all, or a portion, of the polymer melt at approximately the same temperature and viscosity as the polymer in the plasticating barrel. There are two general types of runnerless molds: the insulated system, and the hot (heated) runner system.
Insulated Runners The insulated runner system should be designed so that, while the runner volume does not exceed the cavity volume, all of the molten polymer in the runners is injected into the mold during each shot. This full consumption is necessary to prevent excess build-up of the insulating skin and to minimize any drop in melt temperature. The many advantages of insulated runner systems, compared with conventional runner systems, include:
However, the insulated runner system also has disadvantages. The increased level of technology required to manufacture and operate the mold results in:
Hot Runners
Hot runner molds retain the advantages of the insulated runner over the conventional cold runner, and eliminate some of the disadvantages. For example, start-up procedures are not as difficult. The major disadvantages of a hot runner mold, compared with a cold runner mold, are:
These disadvantages stem from the need to install a heated manifold, balance the heat provided by the manifold, and minimize polymer hang-ups. The heated manifold acts as an extension of the machine nozzle by maintaining a totally molten polymer from the nozzle to the mold gate. To accomplish this, the manifold is equipped with heating elements and controls for keeping the melt at the desired temperature. Installing and controlling the heating elements is difficult. It is also difficult to insulate the rest of the mold from the heat of the manifold so the required cyclic cooling of the cavity is not affected. Another concern is the thermal expansion of the mold components. This is a significant detail of mold design, requiring attention to ensure the maintenance of proper alignment between the manifold and the cavity gates. (For more information on thermal expansion, see the information on thermal stress analysis in Thermal Properties.) Currently there are many suppliers and many available types of runnerless mold systems. In most cases, selection of such a system is based primarily on cost and design limitations — be careful in evaluating and selecting a system for a particular application. |
|||||||||||||||||||||||||||||||||
| Copyright © Taizhou City Huangyan Ouwei Plastic & Mould Co.,LTD. All rights reserved. Tel: 86-576-84290800. Fax: 86-576-84290799 |